
quy trình thí nghiệm siêu âm mối hàn (UT – Ultrasonic Testing), dùng rất phổ biến trong kiểm tra không phá hủy (NDT):
🔹 1. Mục đích
-
Phát hiện khuyết tật bên trong mối hàn:
-
Nứt
-
Rỗ khí
-
Không ngấu, không liên kết
-
-
Đánh giá chất lượng mà không phá hủy kết cấu
🔹 2. Nguyên lý
-
Dùng sóng siêu âm truyền vào vật liệu
-
Khi gặp khuyết tật → sóng phản xạ lại
-
Máy thu tín hiệu và hiển thị trên màn hình
👉 Dựa vào:
-
Thời gian truyền sóng
-
Biên độ phản xạ
→ Xác định vị trí, kích thước khuyết tật
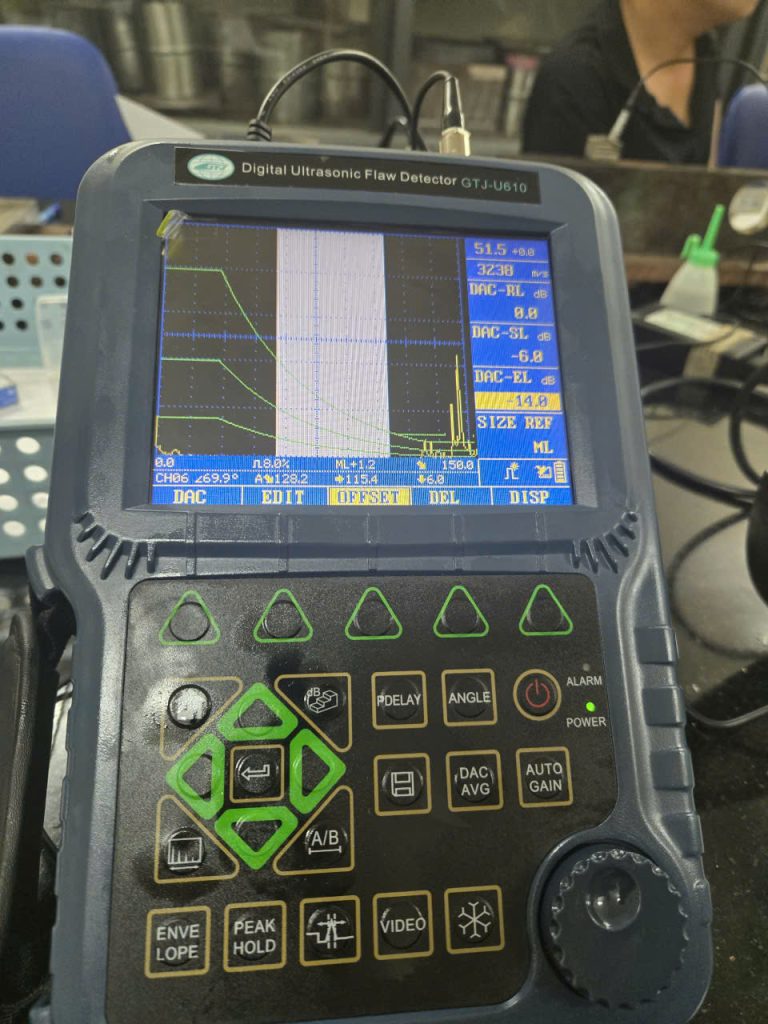
🔹 3. Thiết bị
-
Máy siêu âm khuyết tật (UT flaw detector)
-
Đầu dò:
-
Thẳng (0°)
-
Góc (45°, 60°, 70°)
-
-
Gel tiếp âm (couplant)
-
Mẫu chuẩn hiệu chỉnh
🔹 4. Chuẩn bị kiểm tra
-
Làm sạch bề mặt mối hàn:
-
Loại bỏ gỉ, dầu, xỉ hàn
-
-
Kiểm tra hình dạng mối hàn
-
Chọn đầu dò phù hợp
🔹 5. Hiệu chuẩn thiết bị
-
Dùng mẫu chuẩn (block chuẩn)
-
Điều chỉnh:
-
Vận tốc sóng
-
Độ nhạy
-
Thang đo
-
👉 Đây là bước rất quan trọng để đảm bảo chính xác
🔹 6. Tiến hành thí nghiệm
Bước 1: Bôi gel tiếp âm
-
Đảm bảo truyền sóng tốt giữa đầu dò và vật liệu
Bước 2: Quét mối hàn
-
Di chuyển đầu dò:
-
Dọc theo mối hàn
-
Vuông góc mối hàn
-
-
Quét nhiều hướng (đặc biệt với đầu dò góc)
Bước 3: Quan sát tín hiệu
-
Theo dõi màn hình A-scan
-
Ghi nhận:
-
Vị trí tín hiệu phản xạ
-
Biên độ
-
🔹 7. Đánh giá kết quả
-
So sánh tín hiệu với tiêu chuẩn chấp nhận
-
Xác định:
-
Vị trí khuyết tật
-
Kích thước ước lượng
-
Loại khuyết tật
-
👉 Kết luận:
-
Đạt hoặc không đạt
🔹 8. Báo cáo thí nghiệm
-
Thông tin mối hàn (vật liệu, chiều dày…)
-
Thiết bị, đầu dò
-
Kết quả phát hiện khuyết tật
-
Sơ đồ vị trí lỗi
🔹 9. Ưu – nhược điểm
Ưu điểm:
-
Phát hiện khuyết tật bên trong
-
Không phá hủy
-
Độ chính xác cao
Nhược điểm:
-
Phụ thuộc tay nghề người kiểm tra
-
Khó với vật liệu thô, hình dạng phức tạp
🔹 10. Lưu ý quan trọng
-
Luôn hiệu chuẩn trước khi đo
-
Quét nhiều hướng để tránh bỏ sót
-
Ghi chép đầy đủ tín hiệu